





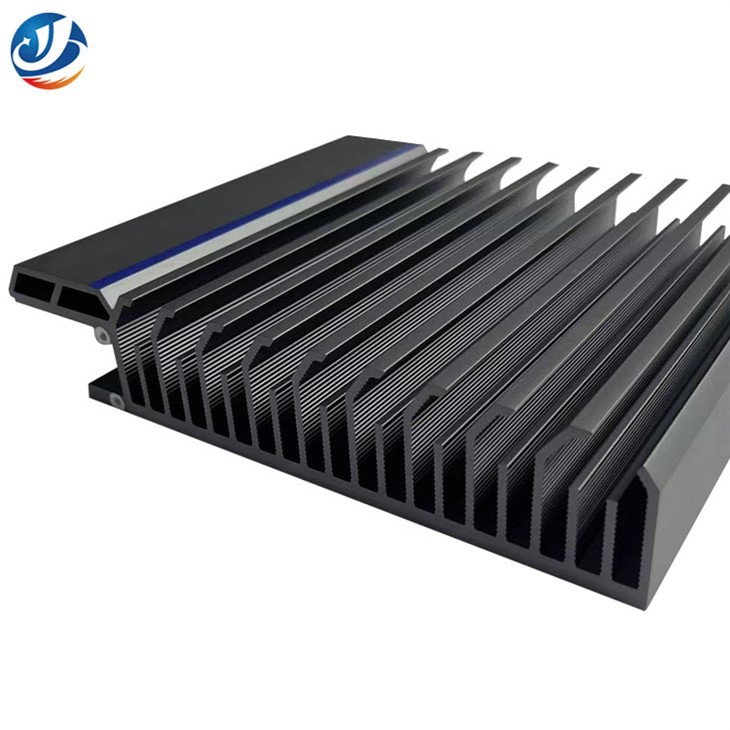


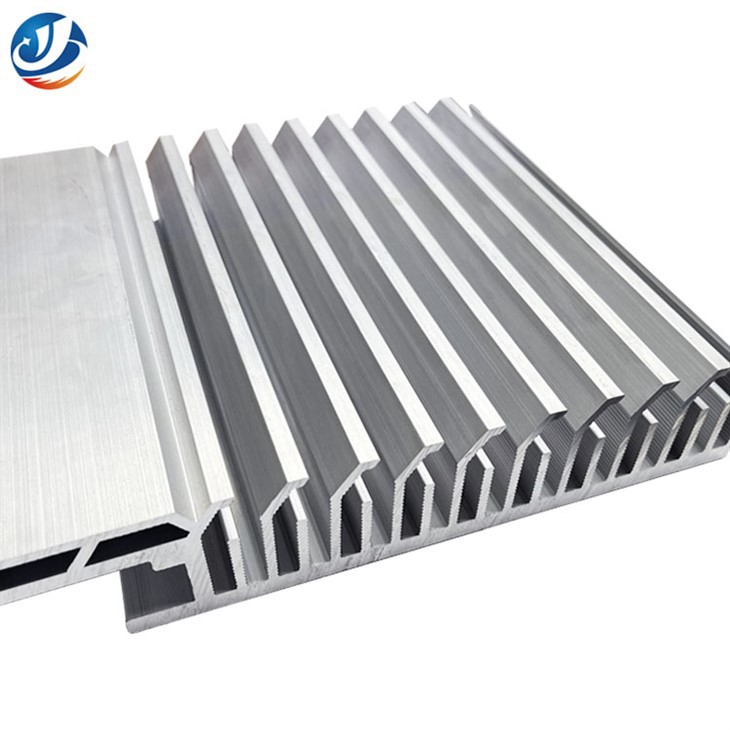
Extruderad aluminium kylfläns

Extruderad aluminium kylfläns är en värmeavledningskomponent som tillverkas med hjälp av aluminiumextruderingsprocessen. Dess kärnfunktion är att utnyttja den höga värmeledningsförmågan hos aluminiumlegering för att skapa produkter med strukturer som fenor och baser genom extrudering, som absorberar värme som genereras av elektroniska enheter och snabbt leder och avleder den, vilket i slutändan uppnår enhetstemperaturkontroll.
Produktparametrar
| Produktens namn | Extruderad aluminium kylfläns |
| Material | Aluminium |
| Storlek | OEM |
| Färg | Svart, silver, roséguld, etc. |
| Ytbehandling | Anodisering och pulverlackering |
| Maskinbearbetning | CNC, borrning, gängning, skärning |
| Anpassningsbar | JA |
| MOQ | 100 kg för varje profil |




Bearbetning av aluminiumprofiler
Strikt urval av råmaterial, hög renhet som motstår deformation och bra värmeavledning.
Ytbehandling
Erfarna processer som anodisering och sprayning resulterar i ett ljust och attraktivt utseende, med en bekväm och smidig känsla.
Automatiserad skärning
Extruderad aluminium Kylfläns skärytor är släta, vertikaliteten är hög och bearbetningsnoggrannheten är hög.
Alla samhällsskikt
Utrustad med matchande värmeavledningskomponenter, som används i ett brett utbud av strömförsörjningsprodukter såsom AC- och DC-strömförsörjning, samt olika elektriska och elektroniska instrument och produkter.
Applikationsscenarier




Datorer och servrar:CPU:er, GPU:er och andra processorer genererar en stor mängd värme under högpresterande beräkningar. Extruderade kylflänsar av aluminium ökar värmeavledningsytan genom täta fenstrukturer och uppnår effektiv kylning med naturlig konvektion eller forcerad luftkylning.
Nätverksenheter:Routrar, switchar och datacenterservrar måste fungera stabilt under långa perioder. Extruderade kylflänsar av aluminium, genom skräddarsydd design, uppfyller kylningskraven för hög-effektmoduler, vilket säkerställer att enheterna kan fungera tillförlitligt i miljöer med hög-temperatur.
Industriell automation:Motordrivningar, växelriktare, PLC:er och annan utrustning i industriella miljöer måste tåla höga belastningar och höga temperaturer. Extruderade kylflänsar av aluminium förbättrar värmeavledningen genom korrosionsbeständig -ytbehandling och komplexa fenstrukturer, vilket förlänger utrustningens livslängd.
Kommunikationsutrustning:Basstationer, RF-moduler och annan kommunikationsutrustning måste fungera utomhus under längre perioder. Extruderade kylflänsar av aluminium uppfyller kraven på värmeavledning genom väderbeständiga ytbehandlingar-och damm-konstruktioner, medan modulär design möjliggör snabbt underhåll och uppgraderingar.
Status för produktinspektionsprocessen

一. Råvaruinspektion
1. Verifiering av legeringssammansättning
Röntgenfluorescensanalys (XRF): Använd hög-precisionsutrustning (som Hitachi EA1400) för att upptäcka innehållet av element som aluminium, kisel och magnesium, vilket säkerställer överensstämmelse med mållegeringsstandarderna (till exempel måste Si-halten i 6063 aluminiumlegering vara inom intervallet -0,2 %). Testprecisionen bör nå RSD Mindre än eller lika med 2 %.
Metallografisk analys: Observera kornstrukturen med hjälp av ett optiskt mikroskop för att verifiera om gjutningsdefekter (såsom porositet och segregation) ligger inom acceptabla gränser (till exempel enligt ASTM E112 ska kornstorleken vara större än eller lika med grad 5).
Hårdhetstestning: Använd en Vickers hårdhetstestare (HV) eller Rockwell hårdhetstestare (HRB) för att mäta materialets hårdhet. Hårdheten för 6063 aluminiumlegering bör vara större än eller lika med HV80 eller HRB50.
2. Ytkvalitetsinspektion
Visuell och taktil inspektion: Kontrollera om det finns repor, sprickor, grader och andra defekter på ytan av extruderade profiler. Ytjämnheten måste vara mindre än eller lika med Ra 1,6 μm.
Ultraljudstestning: Inspektera viktiga strukturella komponenter för interna defekter, med sprickdjup som inte överstiger 0,5 mm.
3. Certifiering av materialöverensstämmelse
Miljöstandarder: Tillhandahåll RoHS- och REACH-certifieringar för att säkerställa att innehållet av skadliga ämnen som bly och kadmium är under gränsen (t.ex. bly Mindre än eller lika med 0,1%).
Materialcertifiering: Kräv att leverantörer tillhandahåller materialrapporter certifierade enligt EN 10088-1 eller ISO 17025.
2. Processinspektion
1. Extruderingsprocessövervakning
Inspektion av formprecision: Använd en Coordinate Measuring Machine (CMM) för att verifiera formens dimensioner, med nyckeltoleranser som kontrolleras inom ±0,1 mm.
Temperatur- och tryckregistrering: Övervaka extruderingstemperatur (450-500 grader) och tryck (80-120MPa) i realtid för att säkerställa processstabilitet.
2. Ytbehandlingsinspektion
Anodiserad beläggningstjocklek: Mäts med en virvelströmstjockleksmätare (t.ex. TT260). Standardkravet är större än eller lika med 10 μm, och för utomhusapplikationer, större än eller lika med 20 μm.
Saltspraytest: Utfört enligt GB/T 10125-standarden för neutralt saltspraytest, utan bildning av vit rost inom 96 timmar (betyg Större än eller lika med 9).
Vidhäftningstest: Beläggningens vidhäftning mäts med hjälp av tvärsnittsmetoden (ASTM D3359), och betyget måste vara större än eller lika med 4B.
3. Mått och geometriska toleranser
Profilmätning: Mät fenans höjd, avstånd och andra parametrar med en profilometer, med toleranser som måste vara mindre än eller lika med ±0,15 mm.
Planhetsmätning: Använd en laserplanhetsmätare för att mäta basens planhet, med ett felkrav på mindre än eller lika med 0,1 mm/m.
3. Prestandatestning av färdig produkt
1. Verifiering av termisk prestanda
Termisk resistanstestning:
Steady-State-metod: Med hjälp av värmeflödesmätarmetoden (ASTM D5470) testas det termiska motståndet under standardförhållanden (ΔT=64.5 grad ), med ett krav på Mindre än eller lika med 0,1 grad ·cm²/W.
Transientmetod: Med hjälp av T3Ster termisk resistanstestare (JESD51-1 standard), analyseras termisk resistans och termisk kapacitans genom temperatursvarskurvor i realtid.
Termiskt cyklingstest: Genomför 1000 cykler inom intervallet -40 grader till 125 grader, varvid förändringen av termisk resistans måste vara mindre än eller lika med 15 %.
2. Mekanisk tillförlitlighetstestning: Vibrationstest:
Genomför svepvibrationer enligt IEC 60068-2-6 standard vid ett frekvensområde på 10-2000Hz, med en acceleration på 5g, varar 20 minuter per riktning, utan någon strukturell löshet.
Falltest: Fritt fall från en höjd av 1,5 meter på ett betonggolv, testning 3 gånger utan sprickor eller deformation.
Trycktest: Applicera 1,5 gånger driftstrycket (större än eller lika med 1,2 MPa) på den vatten-kylda kylaren, bibehåll trycket i 3 minuter utan läckage.
3. Miljöanpassningsförmåga
Testa saltspraytest: Enligt AEC-Q200-standarden, utför ett 96-timmars saltspraytest (5 % NaCl-lösning) på elektroniska radiatorer för bilar, utan korrosionsfläckar.
Åldring av fuktig värme: Placera i en miljö med 85 grader/85 % relativ luftfuktighet i 1000 timmar, med förändring av termisk resistans Mindre än eller lika med 5 % och isolationsresistans större än eller lika med 100MΩ.
4. Inspektion av förpackning och frakt:
Visuell inspektion: Se till att ytan är fri från repor och oxidfilmflossning och att etikettinformationen är fullständig (modell, batch, tillverkningsdatum).
Anti-korrosionsförpackning: Använd fuktsäkra-påsar och skumvaddering för att säkerställa en saltsprayskyddsnivå som är högre än eller lika med IP65 i sjöfartsmiljö.
Populära Taggar: extruderad aluminium kylfläns, Kina extruderad aluminium kylfläns tillverkare, leverantörer, fabrik, Aluminium kylfläns för trådlösa routrar, Aluminium extrudering för etablerade marknader, aluminium extrudering för hantering, Aluminium extrudering för lagerhantering, Extruderad kylfläns för rengöringsmaskiner, rund extruderad kylfläns i aluminium
Du kanske också gillar






Skicka förfrågan